Schrauben dienen zahlreichen Montageaufgaben und müssen prozesssicher montiert werden können. Schraubverbindungen gibt es in sehr vielfältigen Ausführungen. Sie zeichnen sich durch eine hohe Belastbarkeit und ein zerstörungsfreies Lösen der Verbindung aus.
Damit es zu keinen Beschädigungen an Gewinden oder Bauteilen kommt, darf es bereits beim Schraubvorgang zu keinen unverhältnismäßigen Krafteinwirkungen kommen. BSH zeigt Ihnen eine Reihe qualifizierter Anzugsverfahren, mit denen keine übermäßige Kraft auf die Achse eines Rotationskörpers wirkt.
Mit Gewindeverbindungen sollen Bauteile möglichst fest miteinander verbunden werden. Bei Bedarf muss sich die Verbindung auch einfach wieder lösen lassen.
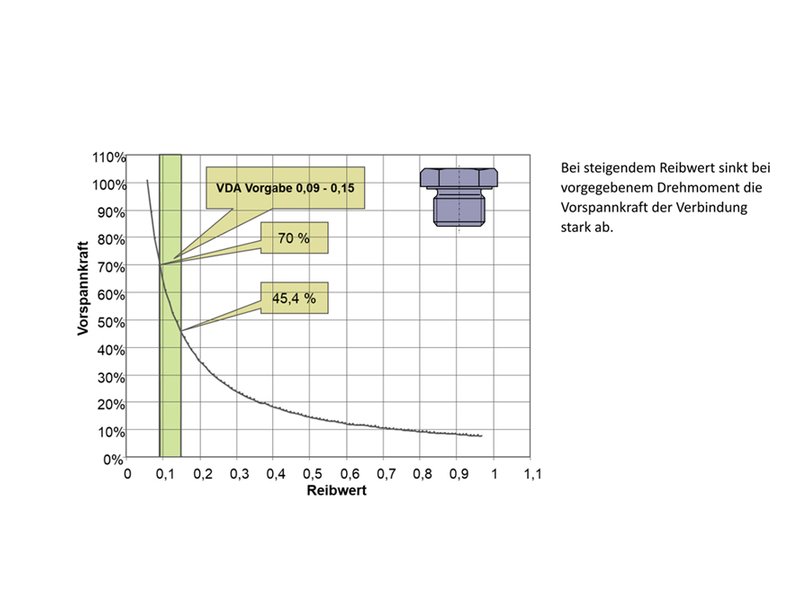
Man versucht daher, eine große axiale Kraft in der Verbindung zu erzielen. Für die Auslegung der Bauteile z.B. nach VDI 2230 ist diese sogenannte Vorspannkraft der entscheidende Faktor.